Materiaalspecificaties
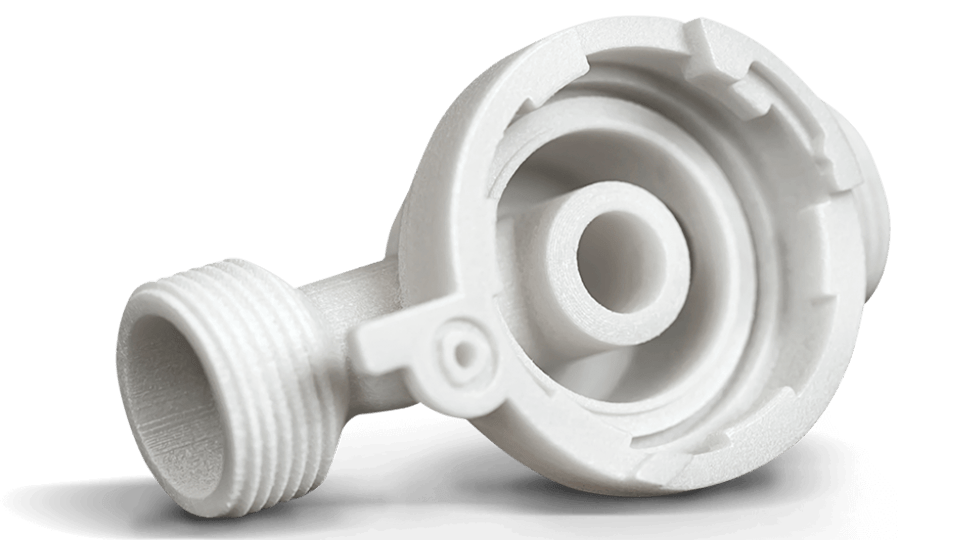
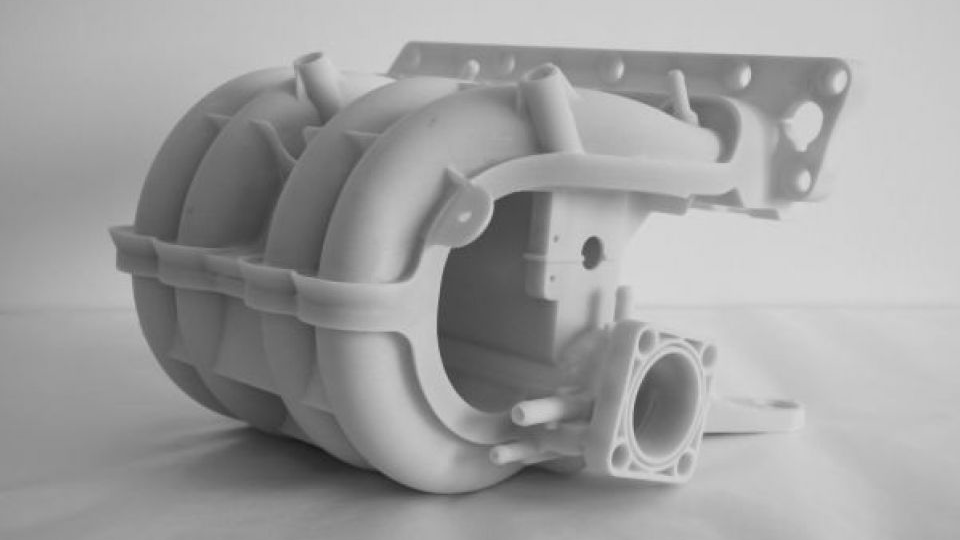
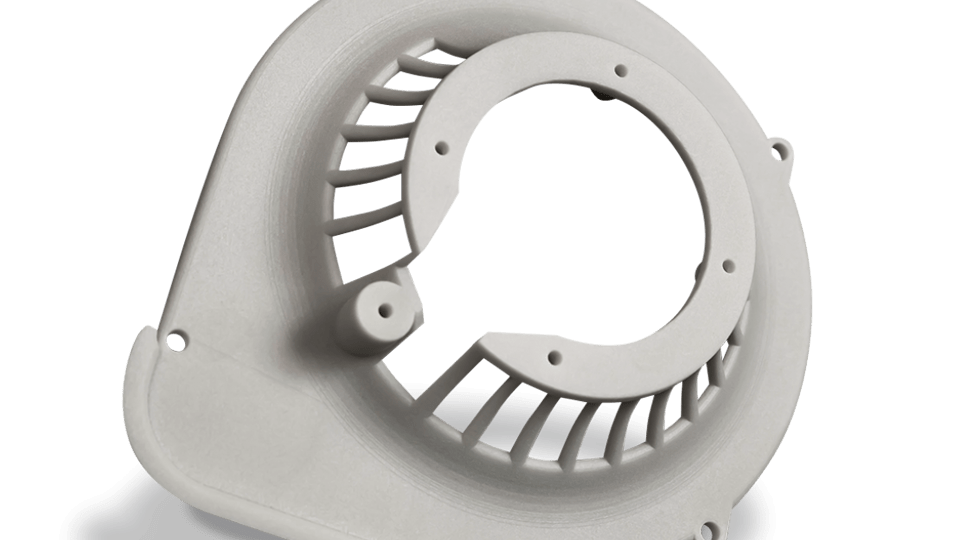
Glasvezel gevuld polyamide
Selective laser sintering (SLS)
Dit materiaal betreft een glasvezel gevuld nylon speciaal ontwikkeld voor de productie van robuuste thermoplastische onderdelen.
Dit materiaal betreft een glasvezel gevuld nylon speciaal ontwikkeld voor de productie van robuuste thermoplastische onderdelen.

| Minimaal / advieswaarde | ||
|---|---|---|

| Minimale wanddikte | 1,5 mm |

| Minimale wanddikte (zonder verband) | 1,5 mm |

| Embossed details | 0,5 mm |

| Gravering details | 0,5 mm |

| Minimale gatdiameter | 1 mm |
Speling | 0,5 mm |